Le processus de construction est de plus en plus optimisé numériquement grâce aux modèles BIM. Ces modèles numériques permettent déjà de contrôler différentes étapes du processus de construction. Pour renforcer l’efficacité tant pour le centre de pliage que pour l'entrepreneur, cet article donne un aperçu des possibilités de gestion et de production d'acier d'armature à partir d'un modèle BIM existant. Plus précisément, trois méthodes d'échange « standard » sont proposées : BVBS, pxml et IFC.
Avantages de la coordination des commandes
Dans de nombreux cas aujourd'hui, un entrepreneur exporte une commande d'armatures du modèle BIM vers une liste Excel ou un fichier PDF, après quoi le centre de pliage copie manuellement cette liste dans son système de production. Souvent, une validation supplémentaire de ce qui a été copié est également demandée à l'entrepreneur. La coordination de la commande dans un format de fichier approprié permet d'éviter un grand nombre d'étapes manuelles et d'erreurs.
Du côté de l'entrepreneur, cette coordination réduit le nombre d'étapes manuelles du modélisateur, ce qui permet d'économiser du temps et de l'argent. En outre, les formulaires de pliage complexes peuvent être commandés et validés plus facilement, ce qui réduit le nombre d'erreurs. Enfin, l'utilisation de l'IFC permet de continuer à utiliser des logiciels connus pour la suite du processus.
Du côté du centre de pliage, l'échange coordonné permet un traitement plus efficace des commandes grâce à l'importation directe dans les systèmes MES, ce qui élimine les saisies manuelles et les erreurs associées.
Les deux parties bénéficient d'une collaboration plus efficace grâce à l’élimination de la boucle de rétroaction après la prise en charge manuelle de la commande. De plus, l’établissement des devis devient plus rapide et précis grâce à un plan de renforcement bien structuré.
Comment commencer
Pour parvenir à une collaboration coordonnée, un nombre limité d'accords est essentiel. Ces accords peuvent être définis dans un protocole BIM, mais les centres de pliage peuvent tout aussi bien publier une courte directive sur leur site web. Cela permet au modélisateur de l'entrepreneur de savoir rapidement comment passer des commandes pour un centre de cintrage spécifique.
En raison de la diversité des niveaux de mise en œuvre des centres de cintrage, nous avons proposé trois niveaux d'échange numérique : BVBS, pxml et IFC. Chaque niveau supérieur présente des avantages par rapport au précédent, mais n'est pas encore adopté dans tous les centres de pliage. La figure illustre ces niveaux ainsi que leurs avantages et inconvénients..
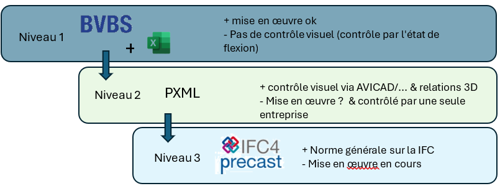
Niveau 1 : BVBS + état de flexion
Cette méthode d'échange consiste en une combinaison d'un état de cintrage au format Excel ou PDF et d'un fichier BVBS. Le format BVBS, largement pris en charge, élimine la nécessité d'une saisie manuelle, mais il présente deux inconvénients majeurs : d’une part, l’entrepreneur doit toujours préparer un état de flexion, et d’autre part, l'absence de relations 3D empêche tout contrôle visuel simultané de plusieurs barres.
Niveau 2 : pxml
Le format pxml est déjà utilisé avec succès par les entreprises de préfabrication verticalement intégrées et dans un certain nombre d'usines de cintrage aux Pays-Bas. Il offre l’avantage de conserver la relation 3D entre les barres ce qui permet un contrôle visuel efficace. Grâce à un format spécifique, le modélisateur ne doit plus créer un état de cintrage. Toutefois, le principal inconvénient de ce format de fichier est qu'il est géré par une seule entreprise et que toutes les implémentations ne sont pas entièrement à jour.
Niveau 3 : IFC4Precast
IFC4Precast est l'option la plus avancée et s'appuie sur le format de fichier IFC existant avec une normalisation des paramètres requis à la production de barres d'armature. Aucune implémentation supplémentaire n'est nécessaire en dehors de la prise en charge de l'IFC. Cela permet d'intégrer l'ensemble du processus dans l'écosystème BIM. Outre les avantages de pxml, ce format est également largement soutenu par un consortium de constructeurs de machines et de développeurs de logiciels de modélisation. Toutefois, le taux de mise en œuvre dans les usines de pliage reste limité.